Miezul statorului pentru servomotor și laminarea rotorului
De ce miezul statorului motorului definește performanța sistemului servo
În orice sistem de mișcare de precizie, servomotorul funcționează ca articulație de acționare - traducând intrarea electrică în ieșire mecanică controlată cu o capacitate de răspuns la nivel de milisecunde. În centrul acestui proces de conversie se află miezul statorului motorului: structura magnetică fixă care generează câmpul electromagnetic rotativ care conduce rotorul. Geometria, proprietățile materialelor și precizia de fabricație determină în mod colectiv cât de eficient și de acuratețe are loc conversia energiei.
Un miez de stator bine proiectat face mai mult decât să conducă fluxul magnetic. Acesta modelează distribuția spațială a acelui flux de-a lungul spațiului de aer, influențând direct liniaritatea cuplului, calitatea formei de undă EMF inversă și capacitatea motorului de a susține controlul precis al poziției în diferite condiții de sarcină. În brațele robotizate, centrele de prelucrare CNC și liniile de asamblare automate cu ciclu înalt - medii în care precizia de poziție este măsurată în micrometri și timpii de ciclu în milisecunde - miezul statorului nu este o componentă de marfă. Este un element de performanță de precizie.
Producătorii care tratează selecția și specificațiile miezului statorului ca o decizie de inginerie, mai degrabă decât una de achiziție, obțin în mod constant rezultate mai bune la nivel de sistem: ondulație de cuplu mai mică, acumulare termică redusă și intervale operaționale mai lungi între ciclurile de întreținere.
Selecția materialului: fundamentul performanței magnetice cu pierderi reduse
Proprietățile magnetice și electrice ale materialului de laminare stabilesc un plafon absolut pentru eficiența motorului și răspunsul dinamic. Pentru laminările statorului și rotorului servomotoarelor, oțelul siliconic de înaltă permeabilitate - oțel electric de obicei neorientat cu conținut de siliciu cuprins între 2% și 3,5% - este materialul de alegere în aplicațiile servo de precizie.
Aliajul de siliciu suprimă pierderile de curenți turbionari prin creșterea rezistivității electrice, în timp ce gradele de permeabilitate ridicată asigură că circuitul magnetic se saturează la densități de flux mai mari, permițând mai multă ieșire de cuplu per unitate de volum de miez. Parametrii cheie de performanță care trebuie specificați atunci când se aprovizionează materialul de laminare includ:
- Pierderea miezului (W/kg) — măsurată la o densitate de flux și o frecvență specifice (de exemplu, 1,0 T la 50 Hz sau 400 Hz pentru aplicații de mare viteză); pierderea mai mică a miezului reduce generarea termică și îmbunătățește eficiența la viteza de funcționare
- Permeabilitatea relativă (μr) — o permeabilitate mai mare reduce forța magnetomotoare necesară pentru a obține o anumită densitate de flux, permițând generarea de cuplu mai receptivă
- Grosimea laminarii — laminațiile mai subțiri (0,20 mm, 0,27 mm, 0,35 mm) reduc pierderile de curent turbionar la frecvențe electrice mai mari; grosimea adecvată depinde de viteza nominală a motorului și de lățimea de bandă de control
- Acoperire izolatoare — izolația interlaminară (în mod obișnuit acoperirea de calitate C-5 sau C-6) împiedică curenții turbionari să se pună între laminatele stivuite, menținând caracteristicile de pierdere dorite ale miezului asamblat
Pentru servomotoarele de viteză ultra-înaltă care funcționează peste 10.000 RPM, pot fi specificate aliaje metalice amorfe sau tipuri de cobalt-fier în locul oțelului de siliciu convențional, oferind pierderi substanțial mai mici de miez la frecvențe înalte la un cost suplimentar corespunzător.
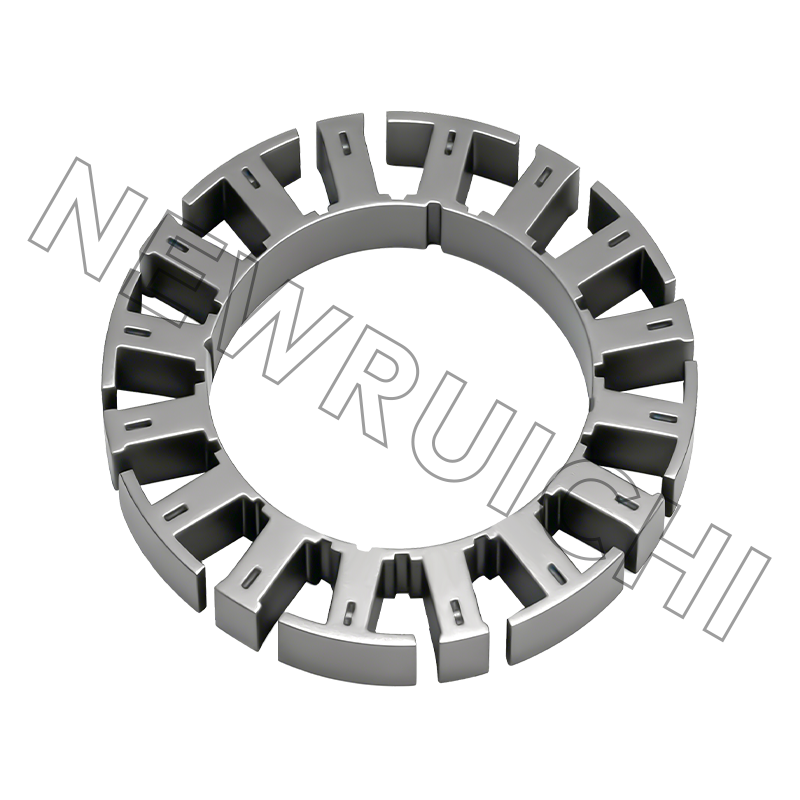
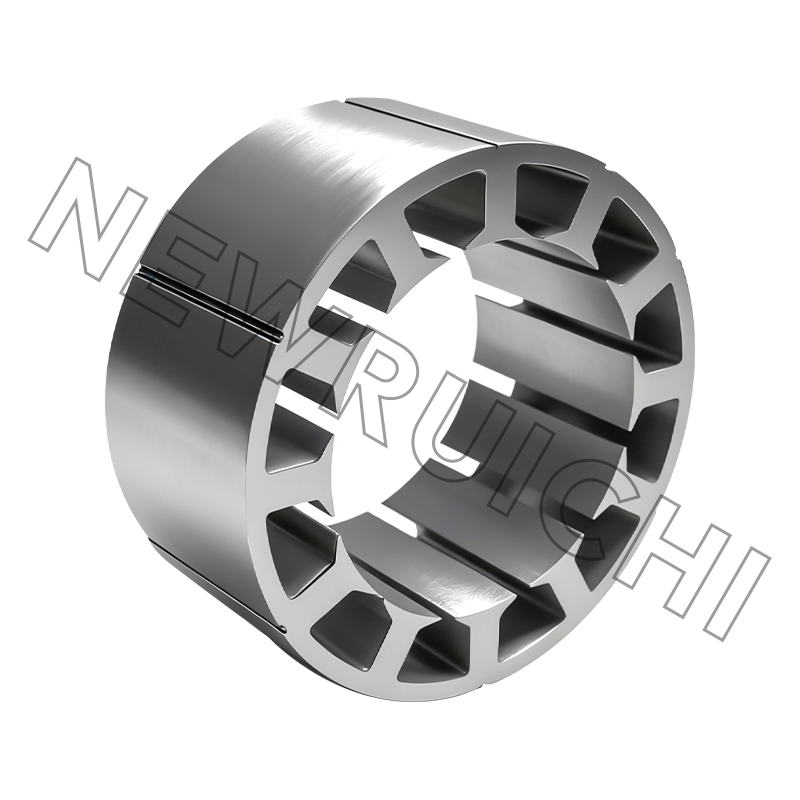
Ștanțare de precizie: modul în care procesul de producție conduce la consistența dimensională
Trecerea de la oțel electric brut la finisat laminarea statorului și rotorului servomotoarelor necesită o tehnologie de ștanțare de precizie, capabilă să mențină toleranțe geometrice strânse în serii de producție de mare volum. Incoerența dimensională în laminări - variații ale geometriei fantei, lățimii dintelui sau diametrului exterior - se traduce direct în asimetrie magnetică în miezul asamblat, producând distorsiuni armonice în fluxul de aer și creșteri măsurabile ale ondulației cuplului.
Ștanțarea progresivă cu matriță este metoda de producție dominantă pentru laminările cu servomotoare, oferind randamentul și repetabilitate necesare pentru o calitate constantă la scară. Parametrii dimensionali cheie controlați în timpul ștampilării includ:
- Toleranța geometriei fantei — lățimea și adâncimea fantei afectează direct factorul de umplere a înfășurării și reluctanța traseului fluxului; Țintele de toleranță tipice pentru laminările de calitate servo sunt ±0,02 mm sau mai strânse
- Controlul înălțimii bavurilor — bavurile excesive din zona de forfecare a matriței măresc grosimea efectivă de laminare, compromit integritatea izolației și creează concentrații de tensiuni care cresc pierderea prin histerezis; înălțimea bavurilor este de obicei controlată la ≤0,05 mm
- Planeitate și cambra — laminările în afara planului creează neuniformitate de stivuire care introduce excentricitatea rotorului și vibrații la viteza de funcționare; deviația de planeitate este de obicei specificată cu 0,1 mm la 100 mm de diametru de laminare
- Concentricitatea diametrului interior și exterior — esențial pentru menținerea unui spațiu de aer uniform în jurul circumferinței rotorului, care guvernează direct conținutul armonic spațial al formei de undă de densitate a fluxului de aer
Marginile netede obținute prin jocul controlat al matriței și întreținerea regulată a matriței contribuie, de asemenea, la echilibrul mecanic în timpul rotației de mare viteză, reducând forțele de excitație a vibrațiilor care altfel s-ar traduce în zgomot audibil și uzură accelerată a rulmentului.
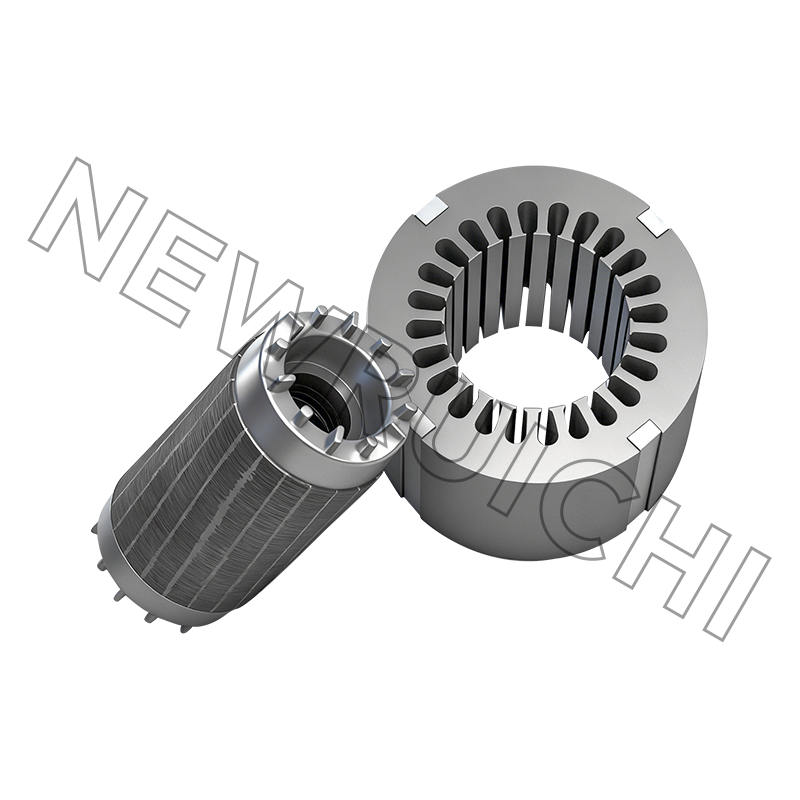
Designul miezului rotorului statorului: potrivire pol-slot și optimizarea circuitului magnetic
The miezul rotorului statorului configurația — combinația dintre numărul de fante ale statorului, numărul de poli al rotorului și relația lor geometrică — este principala variabilă de proiectare care guvernează mărimea ondulației cuplului, cuplul de cogging și inductanța înfășurării în servomotoare. Obținerea corectă a acestei combinații nu este doar o chestiune de a selecta un număr mare de poli sau un număr mare de slot; necesită evaluarea sistematică a interacțiunilor armonice dintre distribuția MMF a statorului și modelul fluxului rotor.
Combinațiile obișnuite de stâlp-fânt utilizate în modelele de servomotoare și caracteristicile lor de performanță sunt rezumate mai jos:
| Combinație stâlp / slot | Cuplu de cogging | Factorul de înfăşurare | Aplicație tipică |
|---|---|---|---|
| 8P / 12S | Scăzut | 0.866 | Servo de uz general, robotică |
| 10P / 12S | Foarte scăzut | 0.933 | Pozitionare de inalta precizie, actionare directa |
| 6P / 9S | Mediu | 0.866 | Servo compact, dispozitive medicale |
| 14P / 12S | Foarte scăzut | 0.933 | Scăzut-speed high-torque, collaborative robots |
Dincolo de selecția pol-fânt, caracteristicile auxiliare de proiectare în geometria miezului rotorului statorului - inclusiv înclinarea fantei statorului, înclinarea magnetului rotorului și teșirea vârfului dintelui - sunt aplicate pentru a atenua și mai mult armonicile cuplului de cogging. Aceste rafinamente geometrice sunt implementate în etapa de ștanțare a laminarii, făcând ca execuția lor precisă să depindă de aceeași precizie dimensională discutată în secțiunea anterioară.
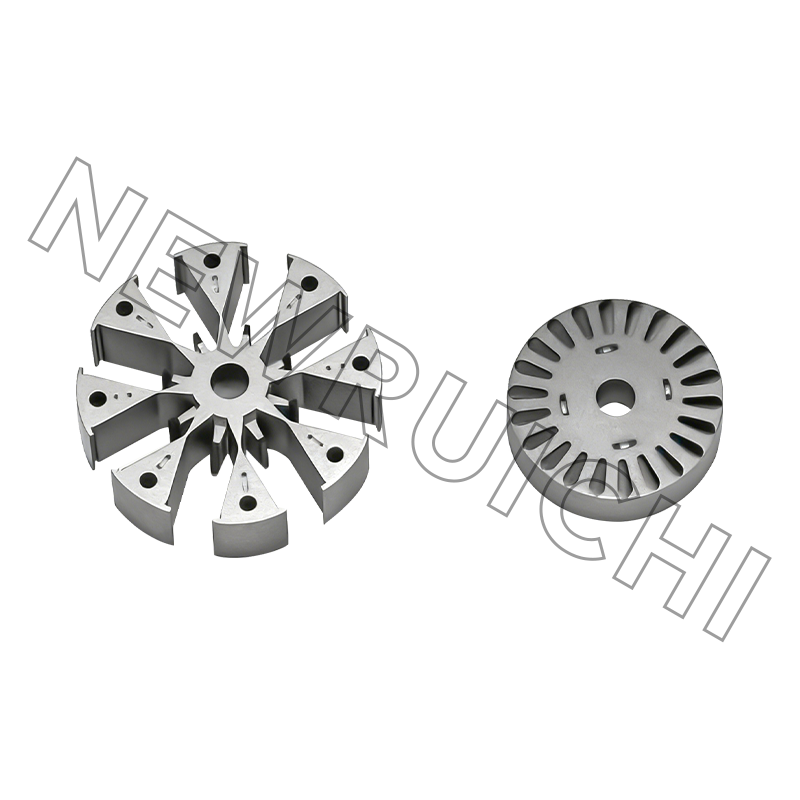
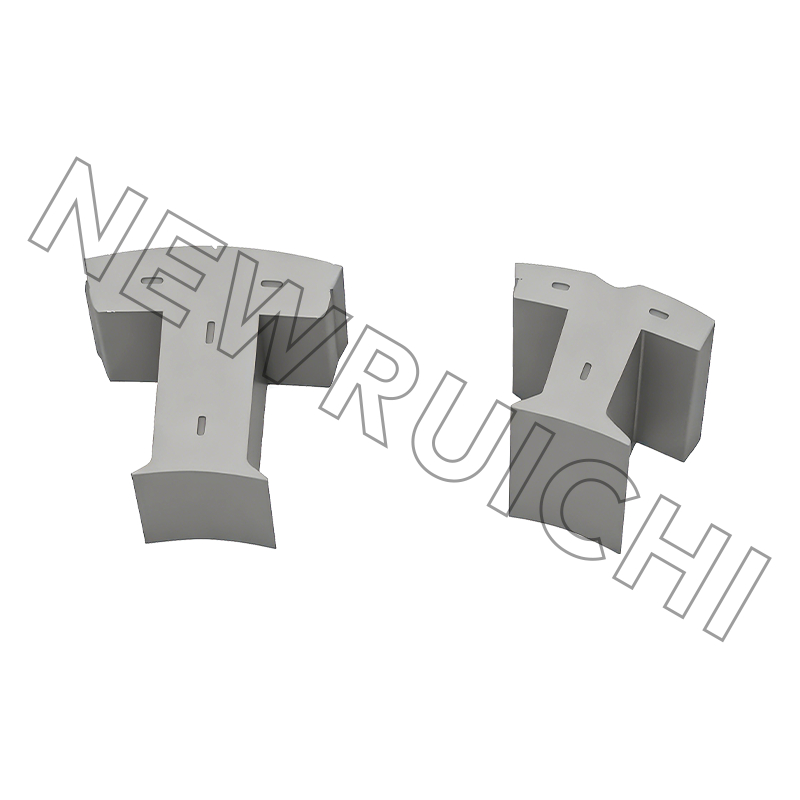
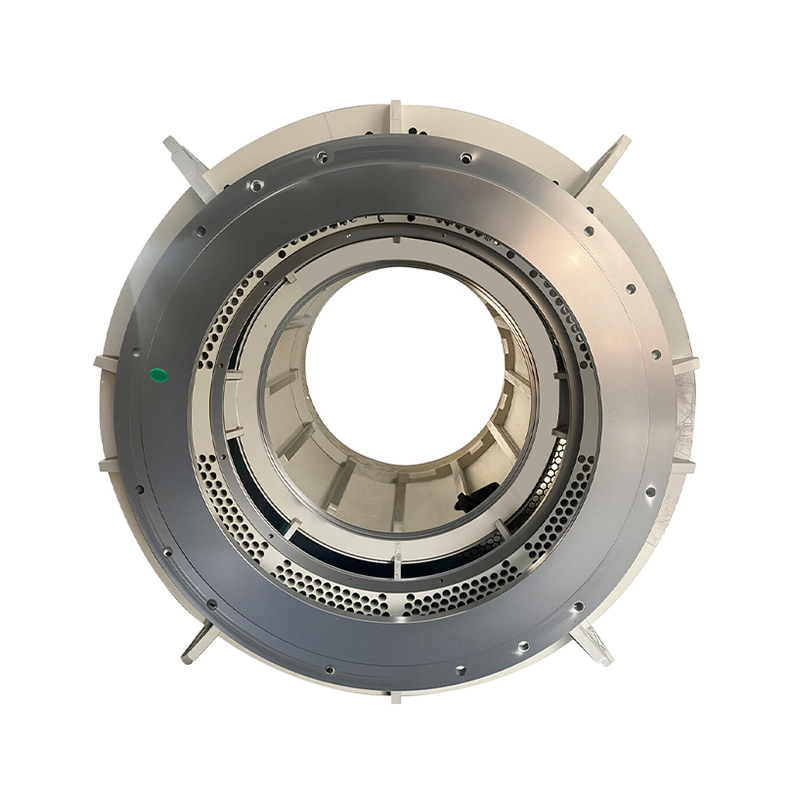
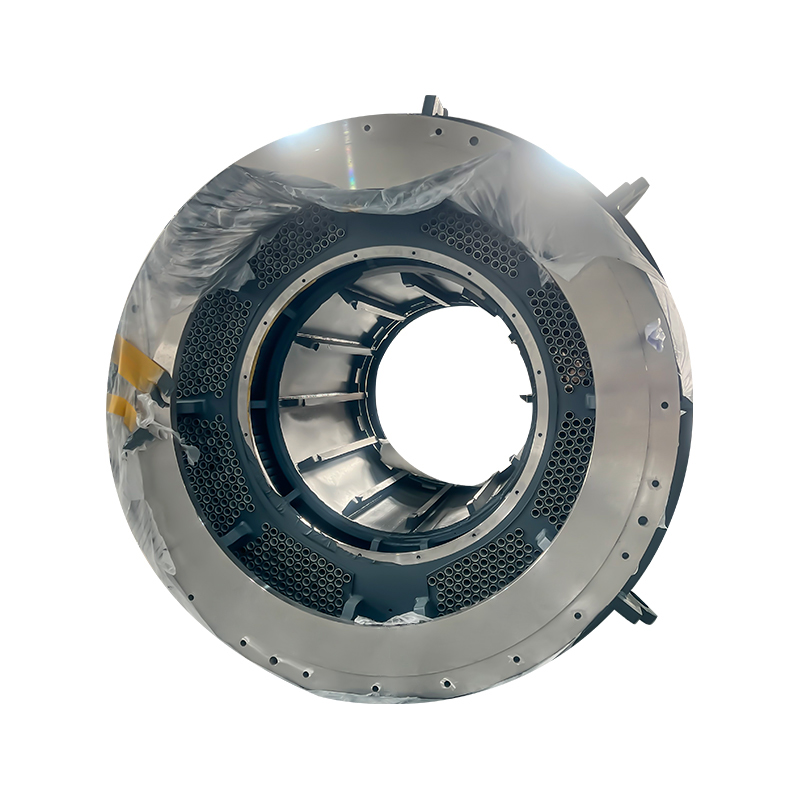
Stivuire, lipire și asamblare a miezului: de la laminate la miezuri funcționale
Laminările individuale ale statorului și rotorului servomotoarelor își dobândesc întreaga valoare funcțională numai atunci când sunt asamblate într-un miez stivuit coerent, cu contact inter-laminar constant și aliniere axială precisă. Metoda de asamblare aleasă afectează integritatea mecanică, performanța magnetică și adecvarea pentru procesele de fabricație din aval, inclusiv inserarea înfășurării și echilibrarea rotorului.
Metodele principale de stivuire și lipire utilizate pentru miezurile de calitate servo sunt:
- Interblocare (auto-strângere) — gropițe sau urechi ștanțate se interconectează laminările adiacente în timpul stivuirii, oferind coeziune mecanică fără adeziv sau elemente de fixare; cea mai comună metodă de producție în volum mare datorită vitezei și eficienței costurilor
- Sudarea cu laser — cordonele de sudură axiale aplicate de-a lungul diametrului exterior al miezului stivuit; produce un ansamblu rigid cu stabilitate dimensională bună, deși solicitarea indusă de sudură poate crește marginal pierderea miezului local în zonele afectate
- Lipire adeziva (stive de laminare lipite) — adezivi anaerobi sau epoxidici aplicați între suprafețele de laminare; elimină stresul mecanic de la sudare sau interblocare, păstrând toate proprietățile magnetice ale fiecărei laminate; preferat pentru miezuri servo cu zgomot ultra-scăzut și de înaltă precizie
- Ansamblu cu șuruburi — laminații aliniate pe un dorn de precizie și prinse cu șuruburi traversante; utilizat în principal pentru dimensiuni mai mari ale cadrului în care interblocarea sau sudarea nu este practică
Pentru miezurile rotorului din servomotoarele cu magnet permanent, alinierea precisă a stivuirii axiale este deosebit de critică. Nealinierea între stiva de laminare a rotorului și geometria de montare a magnetului introduce căi de flux asimetrice care ridică atât cuplul de cogging, cât și zgomotul acustic în timpul funcționării.
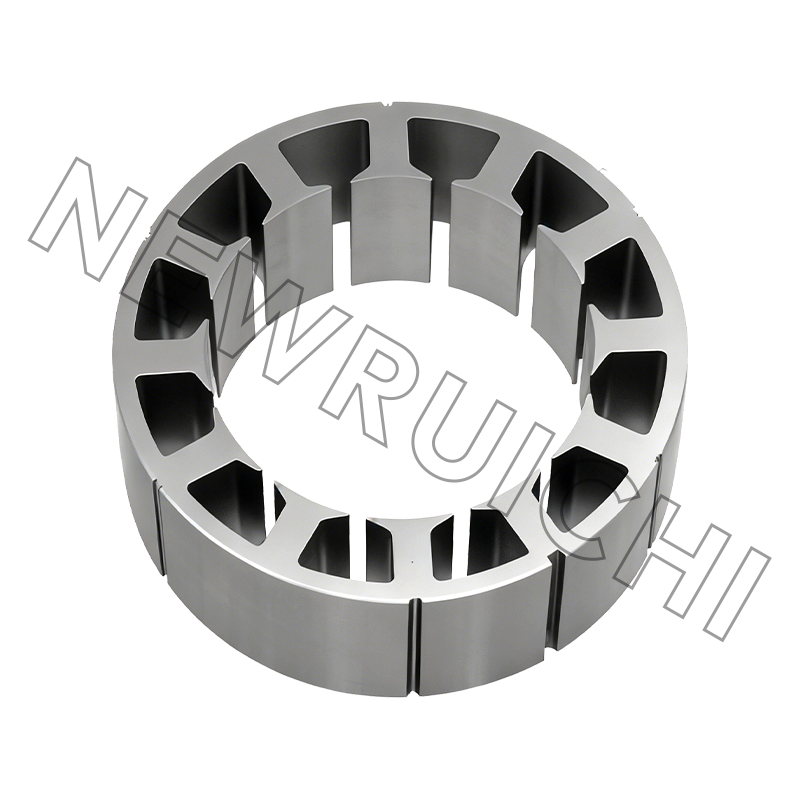
Opțiuni de personalizare pentru geometria de laminare a servomotoarelor
Geometriile standard de laminare acoperă cele mai comune dimensiuni ale cadrului de servomotoare și configurații stâlp-slot, dar multe aplicații de mișcare de precizie necesită design de laminare personalizate pentru a îndeplini cerințele specifice de performanță, ambalare sau integrare. Personalizarea geometriei de laminare este disponibilă pentru următoarele dimensiuni:
- Diametrul exterior si interior — adaptate dimensiunilor specifice ale cadrului motorului sau constrângerilor de integrare directă
- Forma fantei și lățimea deschiderii — optimizat pentru calibre specifice firelor de înfășurare, factori de umplere și ținte de inductanță de scurgere a fantei
- Geometria vârfului dintelui — unghiul de șanfren și lățimea vârfului ajustate pentru a echilibra reducerea cuplului de dințare față de densitatea fluxului în regiunea vârfului dintelui
- Geometria buzunarului magnetului rotorului — pentru designul rotorului cu magnet permanent interior (IPM), forma buzunarului determină eficacitatea barierei de flux și raportul de vizibilitate, ambele influențând contribuția cuplului de reluctitate și lățimea de bandă de control dinamic
- Lungimea stivei — ajustat pentru a îndeplini obiectivele de densitate a cuplului în limitele constrângerilor axiale de ambalare
Sculele prototip pentru geometrii de laminare personalizate pot fi produse la un cost relativ scăzut folosind electroeroziune cu sârmă sau tăiere cu laser pentru validarea inițială, cu scule cu matriță progresivă puse în funcțiune odată ce geometria este confirmată. Această abordare în două etape permite proiectanților de motoare să repete geometria laminarii fără a se angaja prematur la investiții de volum mare în scule.
Rezultate de performanță: Ce oferă nucleele de înaltă calitate în aplicație
Efectul cumulativ al selecției materialelor, preciziei dimensionale, designului optimizat stâlp-slot și asamblarii atentă este măsurabil la nivel de sistem. Servomotoarele construite pe miezuri de stator de motor de înaltă calitate și laminate ștanțate cu precizie demonstrează în mod constant următoarele caracteristici de performanță în comparație cu motoarele care utilizează miezuri cu specificații inferioare:
- Ondulare de cuplu redusă — permiterea unor profile de mișcare mai fine în îmbinările robotizate și etapele de poziționare liniară, cu beneficii directe pentru calitatea finisării suprafeței în aplicațiile de prelucrare și precizia traseului în automatizarea pick-and-place
- Temperatura de funcționare mai scăzută — pierderea redusă a miezului se traduce printr-o generare mai mică de căldură la sarcina nominală, prelungind durata de viață a izolației înfășurării și permițând cicluri de funcționare continue mai mari fără reducere
- Răspuns dinamic mai rapid — pierderea magnetică mai mică și o permeabilitate mai mare îmbunătățesc stabilitatea constantă a cuplului motorului în intervalul de viteză de funcționare, susținând lățimi de bandă mai strânse ale buclei de curent în servomotor
- Vibrații reduse și zgomot acustic — planeitatea controlată a laminarii, marginile netede ale fantelor și echilibrul precis al rotorului suprimă forțele de excitație mecanică care generează zgomot audibil, o cerință din ce în ce mai specificată în aplicațiile medicale, semiconductoare și robotice colaborative
- Performanță constantă de la lot la lot — toleranțele dimensionale strânse între sesiunile de producție asigură că parametrii de performanță ale motorului rămân în limitele specificațiilor pe toată durata de viață a unui program de producție, reducând nevoia de calibrare individuală a motorului în etapa de integrare a sistemului
În mediile de producție cu ciclu înalt, în care servomotoarele pot executa zeci de milioane de mișcări de poziționare pe an, aceste avantaje de performanță se adaugă pe durata de viață operațională a sistemului — reducerea consumului de energie, extinderea intervalelor de întreținere și îmbunătățirea costului total de proprietate în raport cu motoarele construite pe componente de bază ale rotorului statorului cu specificații inferioare..
Adresa ta de e-mail nu va fi publicată. Câmpurile obligatorii sunt marcate cu *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Drepturi de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producători de miezuri de stator și rotor
