Acasă / Ştiri / Știri din industrie / Miezul statorului motorului și laminările motorului electric explicate
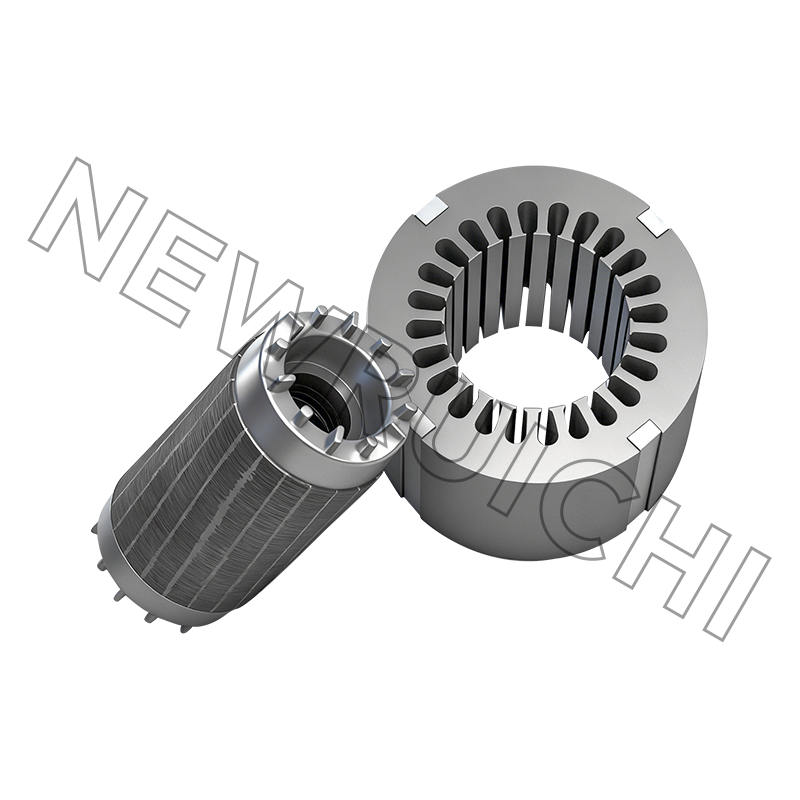
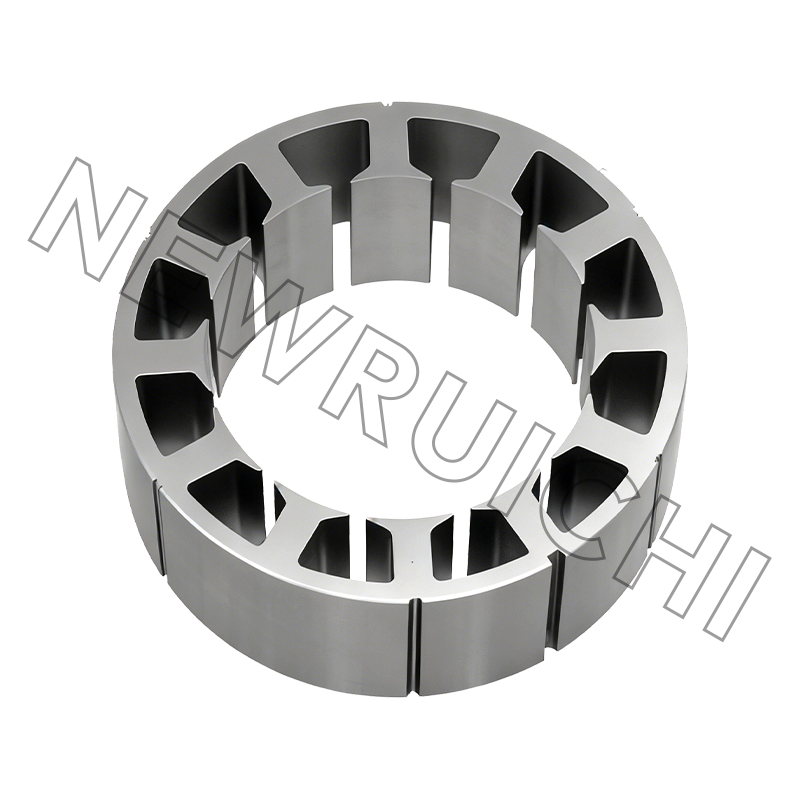
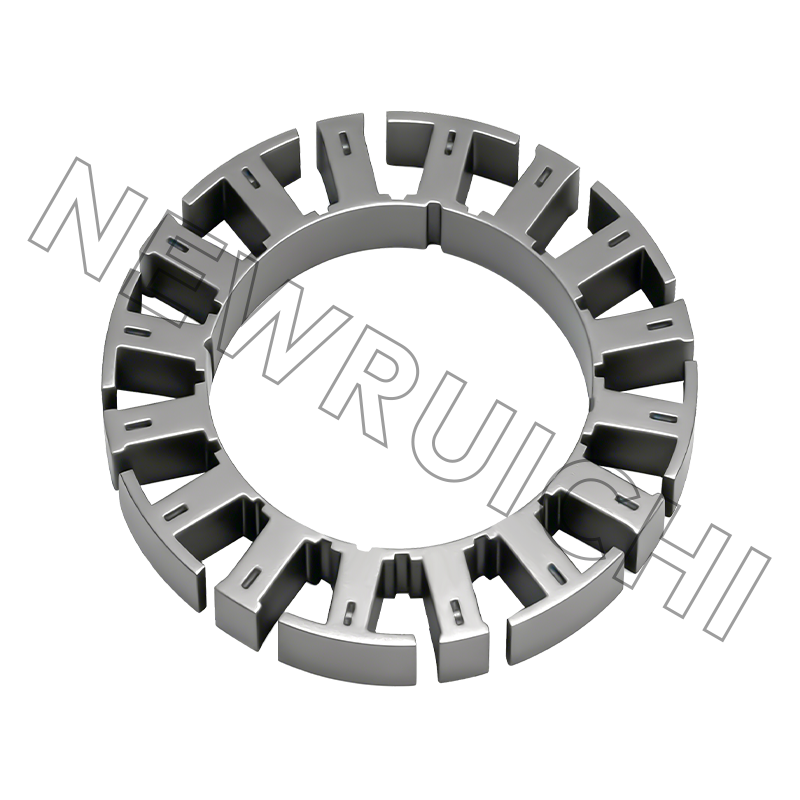
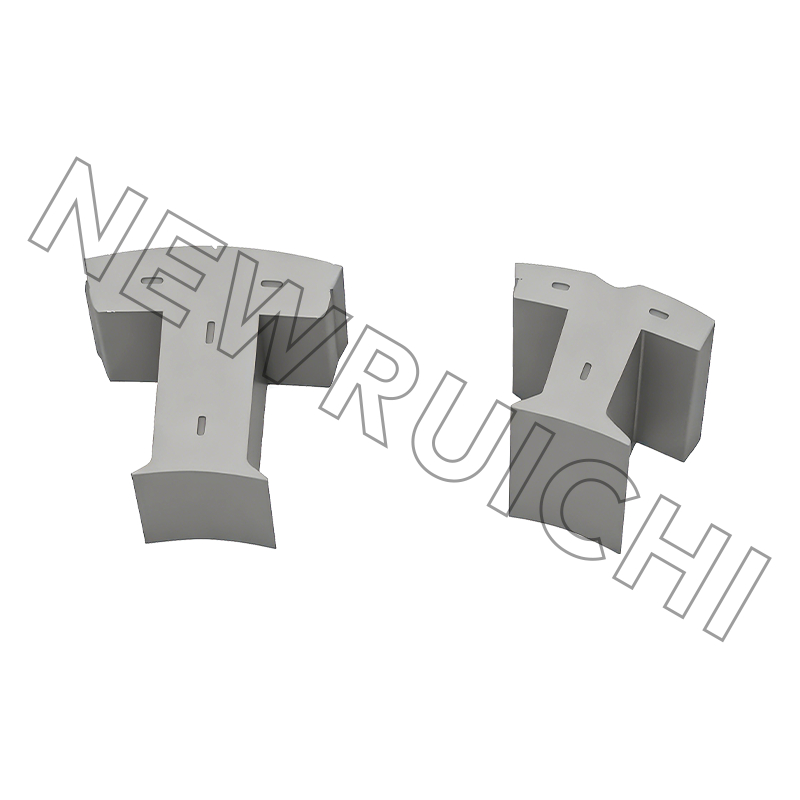
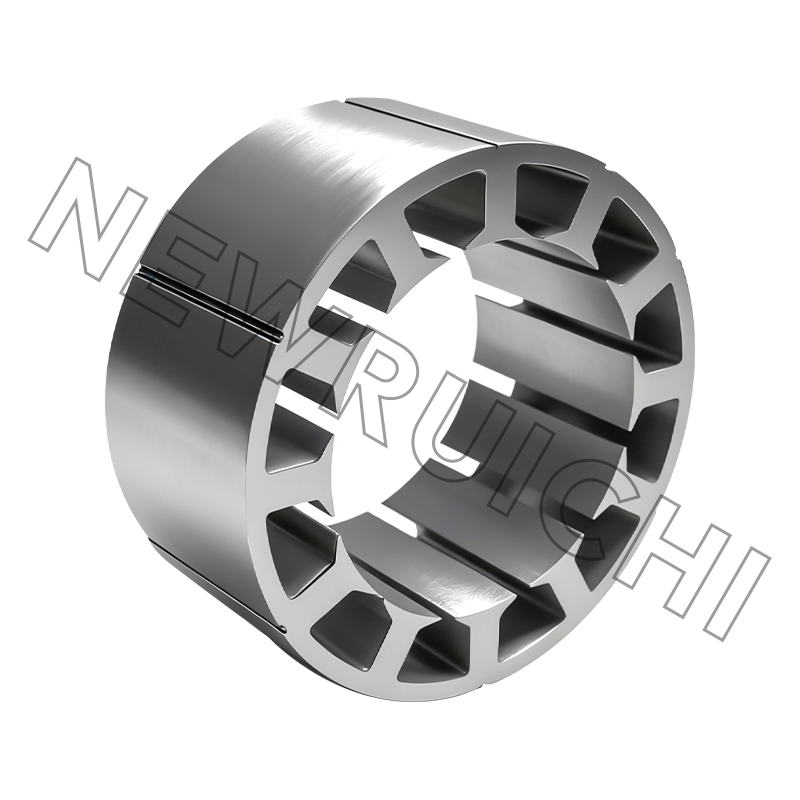
Miezul statorului motorului și laminările motorului electric explicate
Noi produse ruichi




Produse Cailiang


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Drepturi de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producători de miezuri de stator și rotor
