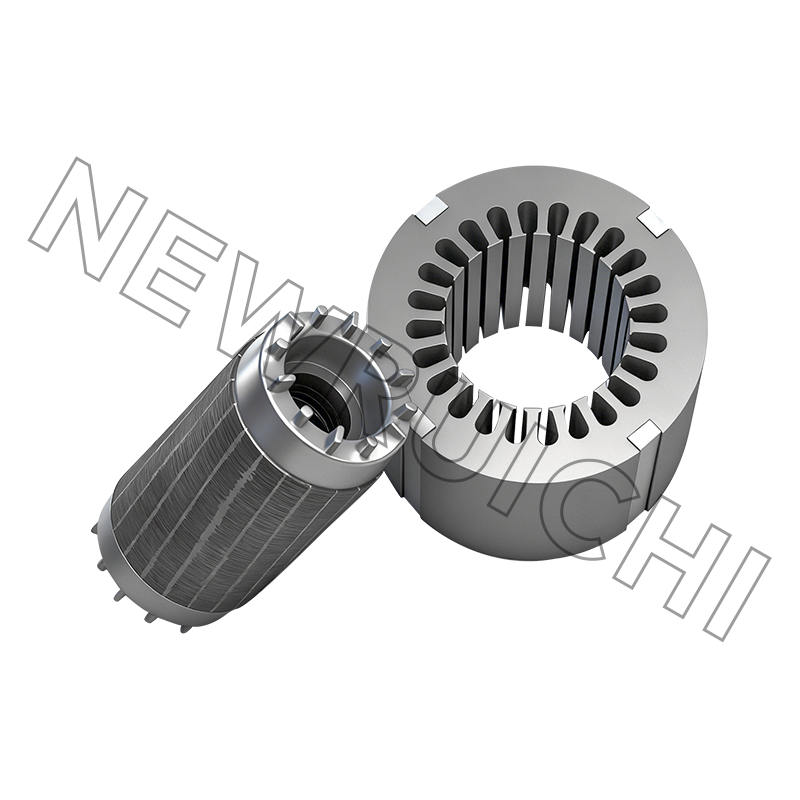
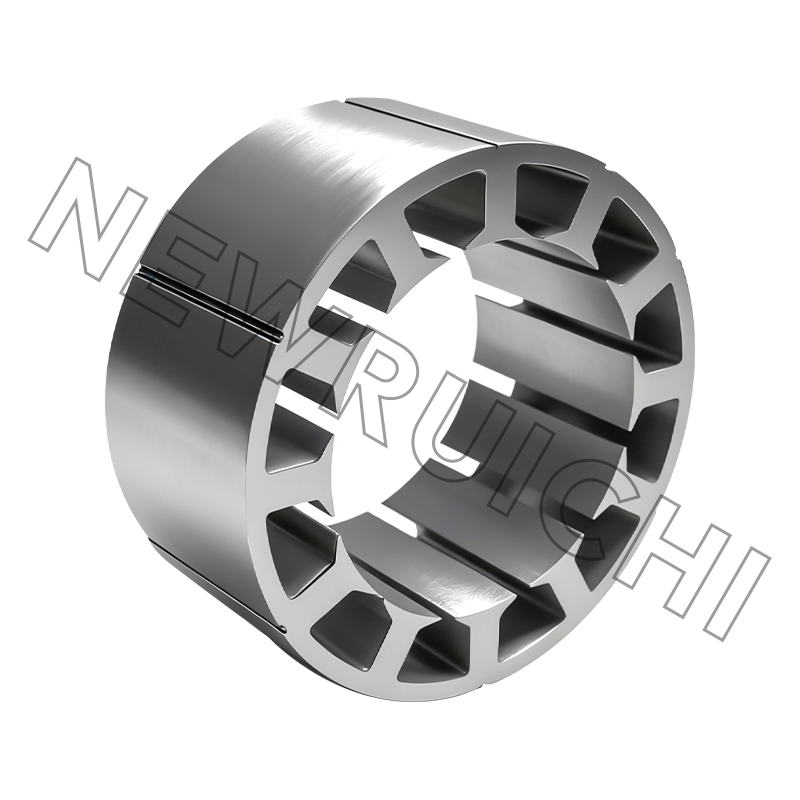
Miez laminat Interlock: Câștiguri de precizie și performanță
Avantajul definitoriu al unui miez laminat interlock este capacitatea sa de a reduce pierderile de curenți turbionari cu până la 95% comparativ cu un miez solid, eliminând în același timp nevoia de sudare sau nituire în procesul de asamblare. Acest dublu beneficiu îmbunătățește atât eficiența electrică, cât și viteza de fabricație în producția de motoare de mare volum.
Tehnologia a depășit simpla stivuire. Sistemele moderne de interblocare încorporează acum micro-funcții care leagă fizic laminările la un nivel aproape molecular în timpul ștanțarii, creând o structură monolitică care rezistă la solicitarea de torsiune a motoarelor de tracțiune cu turații mari. Înțelegerea arhitecturii matrițelor de ștanțare și a dinamicii returului elastic al materialului este esențială pentru inginerii care specifică aceste miezuri.

Mecanica interblocării fără materiale străine
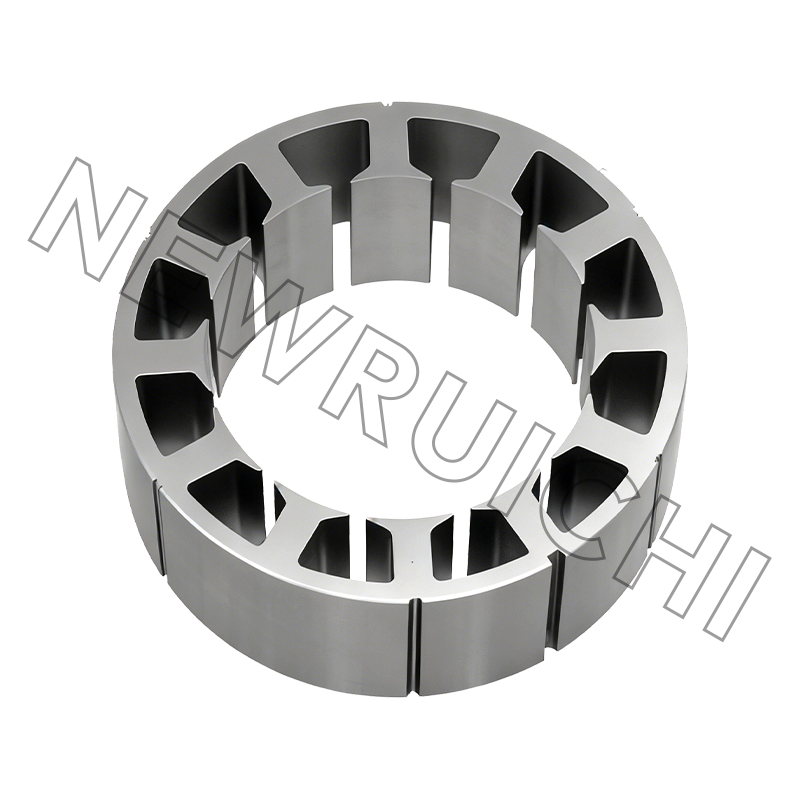
Spre deosebire de construcția tradițională a miezului care se bazează pe crampoane, șuruburi sau sudarea MIG de-a lungul diametrului exterior, un miez laminat interlock folosește o potrivire geometrică pentru a lipi straturile. În timpul procesului de ștanțare de mare viteză, matrița progresivă decupează proeminențe precise cilindrice sau în formă de V pe o laminare care se presează în adânciturile corespunzătoare de pe foaia adiacentă. Interferența se potrivește, adesea doar 0,02 până la 0,05 mm , generează o forță de reținere suficient de puternică pentru a menține integritatea laminarii în timpul etapelor de înfășurare și lăcuire.
Eliminarea sudurii este un salt tehnic semnificativ. Sudarea creează o cale de scurtcircuit de-a lungul fierului din spate, generând puncte fierbinți localizate care degradează permeabilitatea magnetică. Prin eliminarea acestei căi de conducție, miezurile interblocate mențin o structură de laminare cu adevărat izolată, asigurând densitatea fluxului rămâne uniformă pe întregul profil al dintelui.
Cuantificarea eficienței și îmbunătățirea cuplului
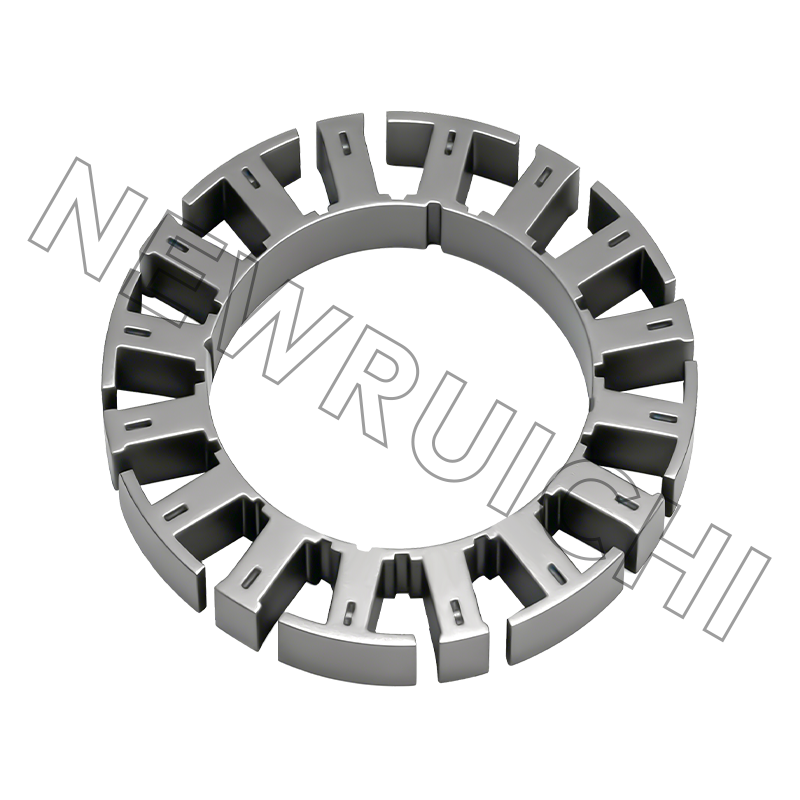
Trecerea de la un design sudat la unul interblocat are un impact direct asupra densității de putere a unui motor electric. Testarea pe un stator de înfășurare concentrat cu 12 sloturi și 8 poli dezvăluie clar delta de performanță.
| Parametru | Miez sudat | Miez laminat Interlock |
|---|---|---|
| Pierdere de fier la 1000 Hz (W/kg) | 48 | 38 |
| Cuplu de cogging (mNm) | 12 | 4 |
| Factorul de stivuire | 95% | 98,5% |
| Creșterea temperaturii fierului din spate | 65°C | 48°C |
Reducerea cuplului de cogging la 4 mNm este deosebit de critic pentru zgomot, vibrații și duritate (NVH) în aplicațiile de tracțiune auto. Această netezime rezultă din alinierea unghiulară precisă menținută de caracteristicile de interblocare, prevenind alunecarea de rotație între straturi care afectează miezurile prinse mecanic în timpul ciclării termice.
Parametri critici de scule pentru stivele cu zero defecte
Un proiect de miez laminat interlock reușit eșuează sau reușește în interiorul matriței de ștanțare. Caracteristica de interblocare este creată în etapele finale ale unei matrițe progresive, necesitând control absolut asupra avansului de material și a jocului dintre poanson și matrițe. Orice variație aici se înmulțește pe înălțimea stivei.
Respingere și planeitate a suprafeței controlate
Oțelul siliconic prezintă material elastic înapoi de aproximativ 2 până la 4 grade după îndoire. Pentru ca urechile de blocare să se cupleze în siguranță, matrița trebuie să îndoaie prea mult urechea cu precizie, astfel încât să se relaxeze într-o poziție blocată în interiorul cavității stratului adiacent. Matrițele progresive avansate folosesc acum plăcuțe de presiune servo-acționate care ajustează tonaj în timp real, compensând variațiile de duritate de la bobină la bobină. Fără această compensare, apar stive libere sau rupere laminare.
Interlock Cantitatea și Geometria Formei
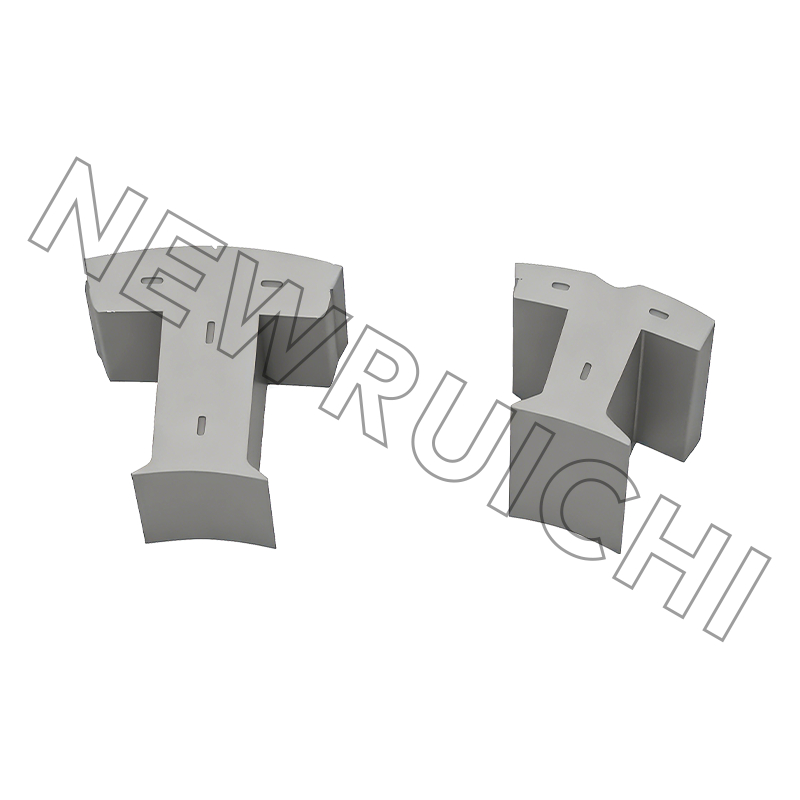
Geometria dictează rezistența la forfecare a blocului final. Cele mai bune practici actuale pentru un stator cu diametrul de 200 mm utilizează aceste profile:
- Gropite rotunde: Cel mai bun pentru servomotoare mici sub 5kW , oferind o forță de reținere simetrică cu impact minim asupra traseului magnetic.
- Interblocare în formă de V sau delta: Livrează Rezistență la tragere cu 40% mai mare decât modelele rotunde prin crearea unui efect de coadă de rândunică, esențial pentru motoarele care depășesc 10.000 RPM.
- Zone de presiune variabilă: O tehnică în care adâncimea de interblocare este redusă în zona dinților statorului pentru a preveni fisurarea stratului de izolație, în timp ce forța maximă de strângere este aplicată exclusiv în regiunea jugului.
Constrângeri materiale și integritatea izolației electrice
Interblocarea perturbă în mod inerent stratul de oxid izolator sau lac de pe suprafața oțelului. Când urechea trece prin acoperire, se creează o punte metal-metal. Gestionarea acestui risc de scurtcircuit este principala provocare de proiectare. În convertizoarele de înaltă frecvență care utilizează invertoare cu carbură de siliciu (SiC), impulsurile ascuțite dv/dt pot induce curenți distructivi prin aceste interblocări.
Pentru a atenua acest lucru, producătorii aplică acum a epoxidic secundar autoaderent care se activează în timpul unui ciclu de întărire. În timp ce interblocarea mecanică oferă rezistența verde pentru manipulare, epoxidul copt umple micro-golurile din marginile tăiate, restabilind rezistența electrică deasupra. 5 megaohmi la 500V. Acest proces hibrid de interblocare-legare devine rapid standardul pentru motoarele de tracțiune EV de 800 V.
Implementarea verificării calității în matriță
Bazarea pe testele distructive de extragere a stivelor finite este învechită. Celulele inteligente de ștanțare integrează acum senzori de deplasare laser direct în cavitatea matriței. Pe măsură ce laminatele ies din stația de interblocare, un senzor măsoară înălțimea proeminenței lamei de blocare. Dacă înălțimea filei se abate de la țintă nominală de 0,8 mm cu mai mult de 0,03 mm , controlerul presei reglează instantaneu penetrarea berbecului sau deviază secțiunea defectuoasă înainte ca un stivă complet să fie compromisă. Acest feedback în buclă închisă permite o depășire a randamentului la prima trecere 99,9% , esențial când se produce un miez de rotor la fiecare 2,5 secunde.
Adresa ta de e-mail nu va fi publicată. Câmpurile obligatorii sunt marcate cu *






![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Drepturi de autor © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Producători de miezuri de stator și rotor
